
Valves and LNG Looking Beyond RSBVs



By IMI Critical Engineering Global Engineering Director Mike Semens- Flanagan and Marketing Manager Fabrizio Delledonne.
Dehydrating LNG is crucial to the liquefaction process, and valves are central to both molecular sieve system efficiency and ensuring wet gas flows through tanks via continuous thermal cycling.
The importance of drying LNG is underlined by what can go wrong – remaining water can freeze during applications and damage processing plant piping systems. Yet with valves continuously under pressure, component damage can quickly snowball, with costly disruption and downtime, with long maintenance and recalibration times.
Consequently, specification should be front-of-mind for LNG industry engineers, with the rising stem ball valve (RSBV) the most common choice for molecular sieve systems. As valves must withstand a hard wearing environment with thermal cycling processes multiple times daily, the RSBV’s roto-translatory movement design therefore appeals over conventional ball and gate valves.
However, RSBVs have drawbacks – their complex design increase downtime, operational and maintenance costs to an unacceptable level for the LNG industry. Their large weight and physical size makes maintenance difficult, driving up installation, material use and ensuing shipping costs for new components.
Upkeep is further affected by the need to replace trims to an extent that replacing the entire valve may be more cost-effective, especially if its rotating parts get stuck due to high shaft friction. Factors like these, combined with the RSBV stem’s
linear movement leading to higher emissions than quarter turn valves, is leading to a re-evaluation of this LNG valve mainstay.
However, alternative valve designs for feed gas dehydration must meet certain criteria. The valve should bcavity-free, so sieve particles will not be trapped inside, and include metallic hard-faced seats to avoid abrasion between closure member and seats coming into contact during shut-off. Similarly, hard-faced bushings are mandatory to ensure non-entry of sieve particles between the valve and stem body, and the valve must endure thermal cycles of 200-350oC.
Alternative designs meeting these parameters are growing in profile, while also being more compact and lighter. For example, the double eccentric segmented ball valve, typified by IMI Critical Engineering’s C-REX™, use an eccentric C-shaped chromium carbide ball to provide lowrunning torque, high-performance mechanical sealing and non-rubbing rotation with maximum durability. Its top entry, cavity-free design allows easy maintenance and emissionfree performance, helping minimise operational costs.
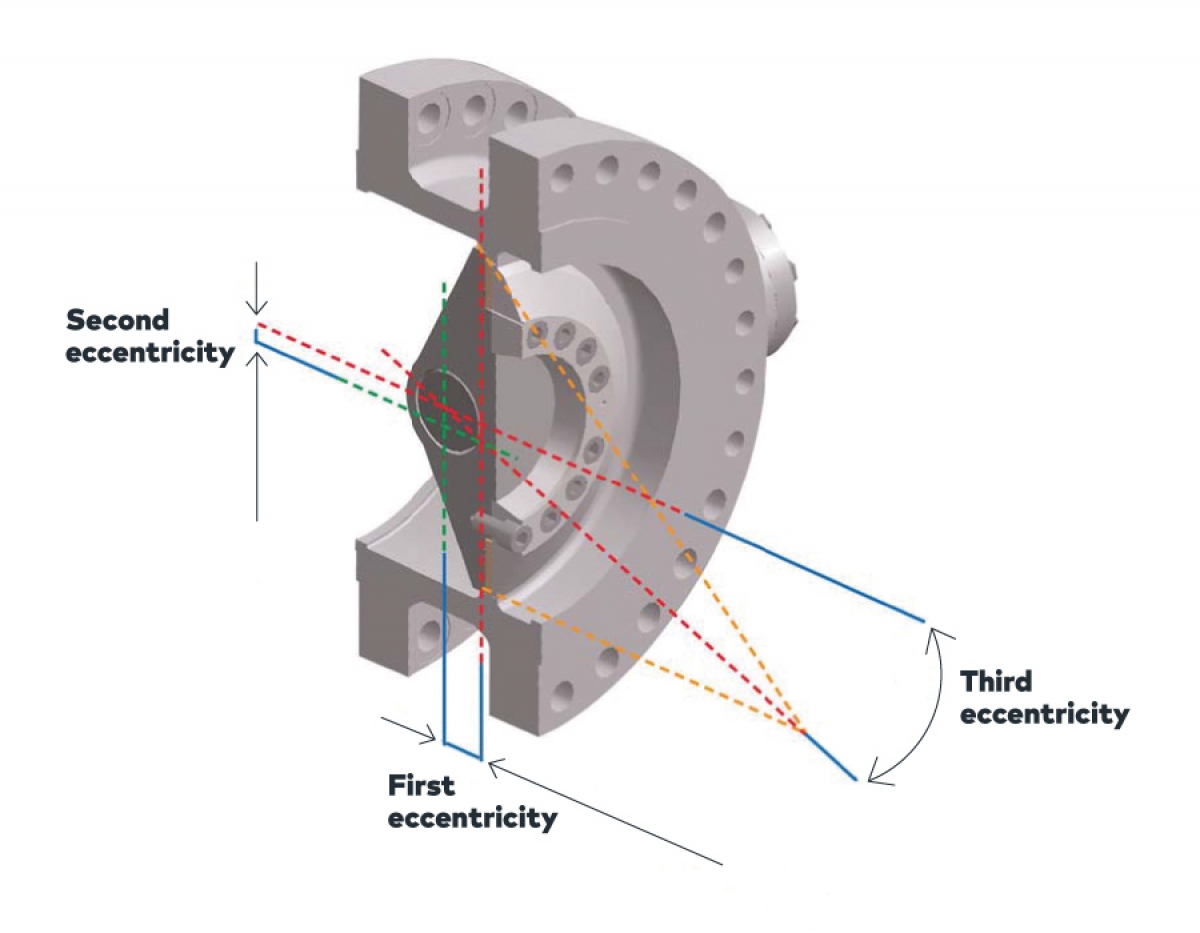
Triple offset valves are also being increasingly adopted for molecular sieve service in valve sizes exceeding 10”. This is due to their non-rubbing metal seat design, compactness and full metal construction assuring excellent tightness performance while
minimising weight in a one-piece shaft-and-disc layout. IMI Critical Engineering’s MV Series, for instance, uses its triple eccentricity to ensure contact between sealing services solely when the valve disc is fully closed, and includes special bushings to protect against abrasive media and enhance service life.
In conclusion, the importance of valves to the molecular sieve process means specifiers should scrutinise their specification process, especially as efficiency is a priority in the LNG sector. By opting for alternative models over the standard RSBV
valve, process managers can increase uptime while saving on operational and maintenance costs.
For more information on IMI Critical Engineering’s expertise in the LNG process, please visit: www.imi-critical.com/industry/midstream-lng.
Contact Mike Semens-Flanagan, Global Engineering Director, IMI Critical Engineering:
Email: mike.semens-flanagan @imi-critical.com
Website: www.imi-critical.com
Published: 2nd November 2022
Rachel Wormald, Managing Director at YPS Valves Ltd and Elizabeth Waterman, ...


Are you looking for industry-leading, brand independent valve and actuator ...
As can be seen from the photograph, clearly the resident birds at Bartlett ...
Howco Group has unveiled its latest £1million investment, with the ...
In 2024, Allvalves is poised for an exciting year of growth and expansion, ...
GMM Pfaudler Engineered Plastics & Gaskets are delighted to bring the ...
In the ever-evolving valve industry, GMM Pfaudler stands out for its ...
SAMSON Controls Ltd – part of the SAMSON group - a renowned leader in ...



